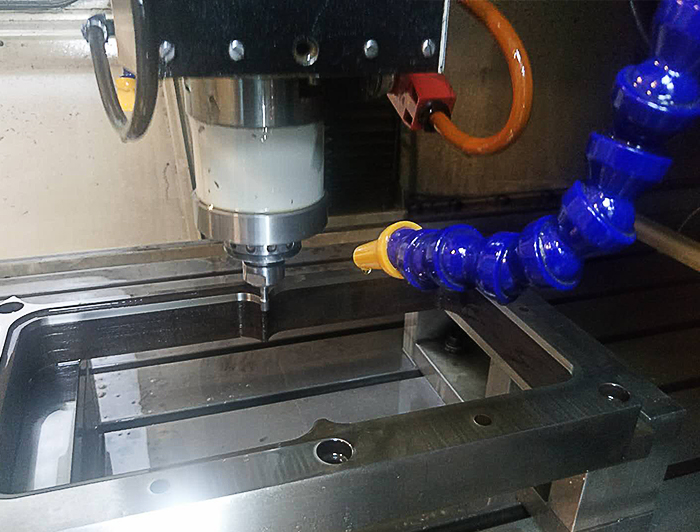
坐标孔磨削
运用坐标磨床磨削坐标孔是常用的一种加工办法,坐标磨床也由此而得名。此外,还可磨削极坐标孑L。磨削坐标孔时,运用坐标作业台的移动,便可加工出各种尺度巨细的坐标孔,其方位精度达2~5斗m。因而,坐标磨床格外适于用坐标镗床加工后因淬火而变形的坐标孔的修整加工。磨削极坐标孔时,坐标镗磨加工电话,有两种办法:
一是分度法,运用反转作业台进行分度;
二是坐标法,运用直角坐标进行计算。
当零件的极坐标半径小、分度孔较多时,选用分度法加工精度高、经济、便利;而极坐标半径较大时,因为受旋转精度的影响,选用坐标法可获得较高的加工精度。此外,在坐标磨床上,运用可倾作业台并经过坐标计笋还可对零件上的空间平面、空间极坐标孔和各种斜孔进行磨削加工。